

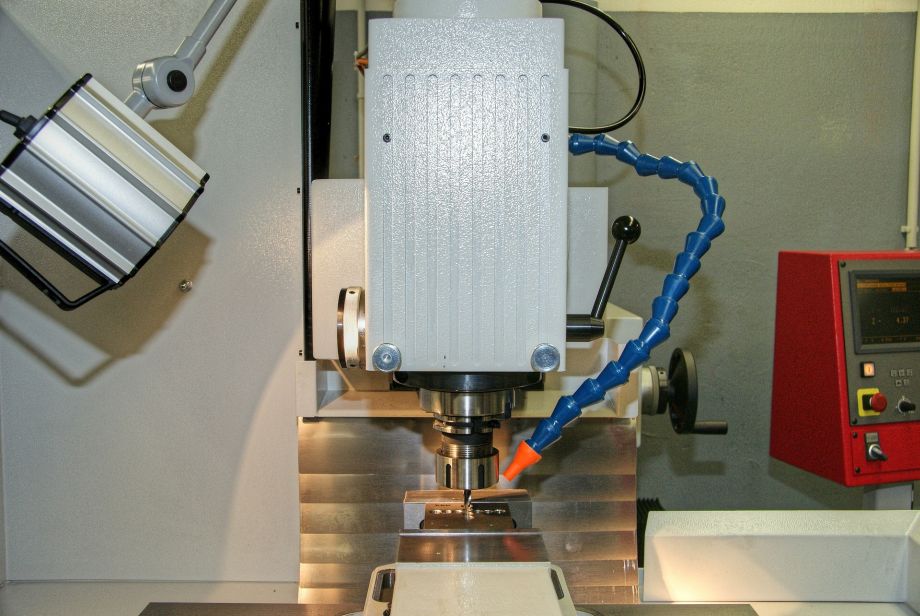
Obrabiarki, które są wyposażone w system sterowania CNC, ogólnie są podobne budową do obrabiarek znanych jako konwencjonalne. Kluczowym elementem różnicującym jest tutaj sterowanie komputerowe. To z poziomu takiego sterowania, pracujemy z zespołami, które odpowiadają za proces obróbki. Ruchy konkretnych zespołów obrabiarki, tak niezbędne przy obróbce są obliczane, sterowane, a następnie poddawane wnikliwej kontroli z poziomu komputera wewnętrznego. Każdy kierunek ruchu ma swój indywidualny system do pomiarów, który wykrywa aktualne położenie zespołów, a następnie – przekazuje do komputera dane.
Przyjrzyjmy się różnicom między obrabiarkami konwencjonalnymi i CNC, z podziałem na najważniejsze obszary:
Wprowadzanie danych wejściowych
W obrabiarce konwencjonalnej, pracownik na podstawie zlecenia i rysunku, ustawia maszynę ręcznie, nakłada też i zdejmuje narzędzia oraz obrabiany przedmiot. Przy CNC wprowadza się dane do okładu sterowania z klawiatury – wykorzystując dyskietki i bezpośrednie złącze. Programy gromadzone są w wewnętrznej pamięci lub na dysku twardym w maszynie.
Sterowanie
W obrabiarkach konwencjonalnych, sterowanie odbywa się ręcznie. Czyli – operator ustawia wszystkie niezbędne do obróbki parametry i następnie steruje pracą, wykorzystując pokrętła, dźwignie czy przyciski. W CNE, sterowanie i regulacja, włącznie z danymi technologicznymi, narzędziowymi, realizowane jest z poziomu mikrokomputera. Atutem jest tu często opcja diagnostyki błędów.
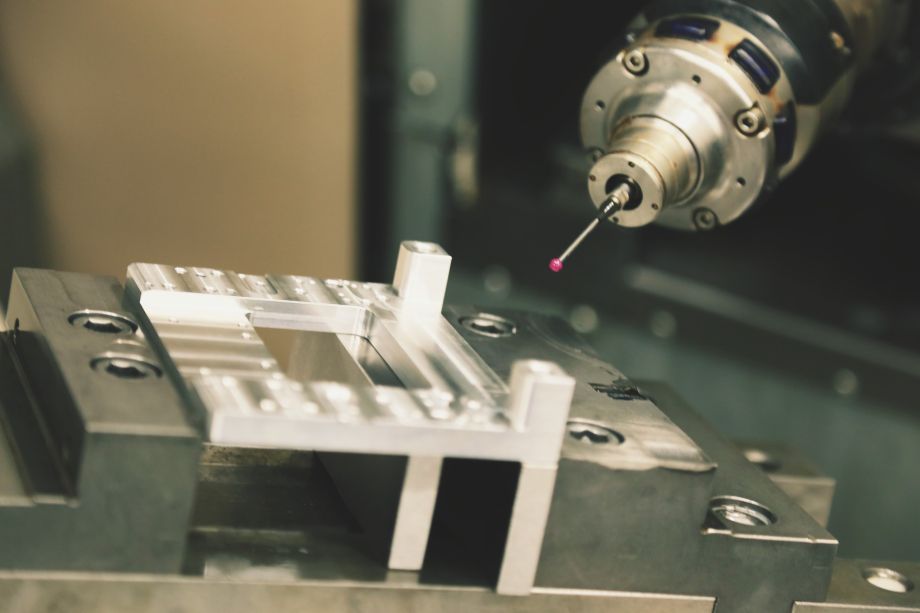
Kontrola
Konwencjonalna obrabiarka wymaga sprawdzenia i zmierzenia ręcznie zrealizowanego przedmiotu. Trzeba sprawdzać, w jakim stopniu jest dokładny, jeśli chodzi o kształt oraz wymiary. W CNC natomiast, ciągle mamy informacje zwrotnej od zespołu pomiarowego i zespołów odpowiedzialnych za napęd. Daje to większą dokładność wymiarową przedmiotu, gdy pracuje obrabiarka. Poza tym, można w sposób czynny kontrolować obrabiane przedmioty.
Dlaczego CNC się opłaca?
Po pierwsze, mamy do czynienia z szybszym skrawaniem, co zwiększa wydajność. Poza tym, są krótsze czasy – główny, pomocniczy i przygotowawczo-zakończeniowy. Warto podkreślić też, że realizowane w CNC przedmioty mają jednakową jakość. Braki produkcyjne są tu na poziomie minimum. Sama produkcja zamyka się w krótszych cyklach. A dodatkowo, przebiega w sposób bardziej elastyczny niż ma to miejsce w przypadku obrabiarek
Artykuł stworzony przy współpracy z EBMiA.pl, który oferuje wysokiej jakości simeringi https://www.ebmia.pl/uszczelnienia-techniczne-pierscienie-uszczelniajace-typu-simmering-c-196_1519_1888.html




{kind=link}